 Products
Products
Mining constant water replenishment control system KJ1654
Major Function
The system is mainly used for automatic replenishment of water bags in explosion-proof water sheds. The system adopts a combination of wired and wireless methods to solve the problems of low automation programs, large workload, low efficiency, and multiple communication cables in traditional manual operation of water replenishment in explosion-proof water sheds.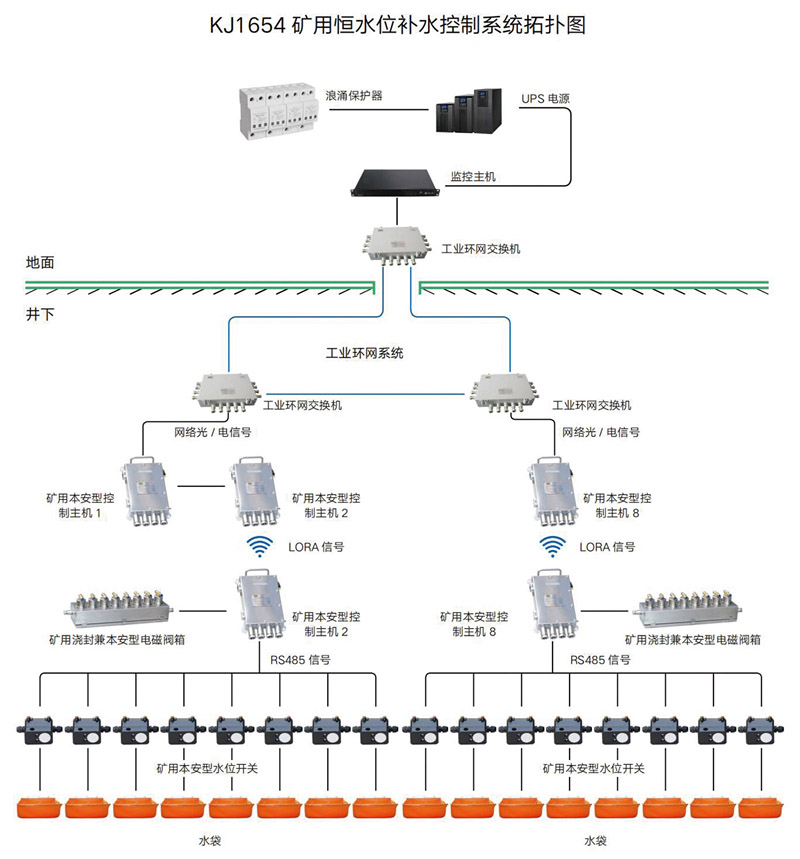
Basic Technical Parameters
System Composition
The system consists of main equipment such as KJ1654-F1 mining intrinsic safety control master station, KJ1654-F2 mining intrinsic safety control substation, GUC12 mining intrinsic safety water level switch, FXEH127/8 mining casting and intrinsic safety electromagnetic valve box, KDW127/12 mining casting and intrinsic safety DC stabilized power supply, etc.Transmission Performance
Between industrial switches and mining intrinsic safety control master stations·Transmission method: TCPIP Ethernet optical signal transmission
·Transmission rate: 100Mbps
·Maximum transmission distance: 10km (using MGTSV flame-retardant communication optical cable for coal mines)
Between the mining intrinsic safety control master station and the mining intrinsic safety control substation
·Transmission method: LORA signal
·Receiving sensitivity: -136dBm@0.3Kbps
·Working frequency band: 410-441Mhz
·Communication distance: 1km
·Transmission power: 20dBm
Between the intrinsically safe control substation for mining and the intrinsically safe liquid level sensor for mining
·Transmission method: RS485
·Maximum transmission distance: 1km
·Half duplex transmission mode, transmission rate: 4800bps
Between mining intrinsic safety control substation and mining pouring and intrinsic safety control substation
·Transmission method: Open light signal
·Transmission distance: 50m
Basic System Functions
Monitoring Function
·The system has the function of automatically monitoring water level
Storage and Query
The system must have storage and query functions indexed by location and name:
·Alarm and alarm release time and status
·Accumulated running time of the system
·Equipment failure/restoration of normal working time and status
Alarm Function
·When the water level is lower than the set value, the system can automatically issue an alarm signal
Display
·The system can display the water level values of each water bag and the replenishment status
Copyright © 2023-2026 Zhongkuang Runze Technology (Xuzhou) Co., Ltd
苏ICP备2024133440号-1
|
 苏公网安备32030302307998号
苏公网安备32030302307998号
苏公网安备32030302307998号